1.Origin and use of sewage sludge
The untreated primary sludge produced in the sewage treatment plant with a dry matter content of about 4 – 5 % by mass is stabilized by means of different technical methods, dried to a DM content of 80 – 85 % and serves as raw material for further processing.
Predominantly, municipal sewage sludge is pelleted, the composition of which is relatively homogeneous on account of its origin. Basically, industrial sewage sludge can also be pel- leted, yet its structure and composition may vary a lot.
Since 2005, landfilling is no longer allowed in Germany. Figure 1 shows that the percentage used in agriculture has been constant for about ten years, whereas the percentage used in material recycling has been on the decline for years. The thermally recycled percentage (combustion), however, has been steadily increasing to about 50 % since 2002. This com- parison has been made on the basis of the dry matter of the sewage sludge.
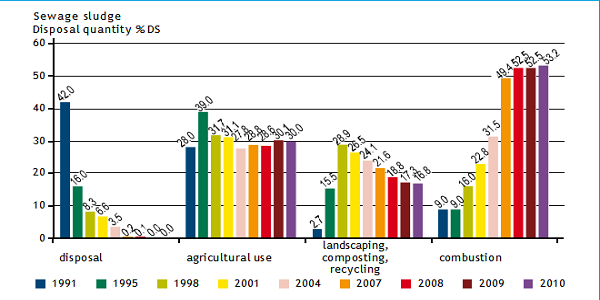
Figure 1: Use of sewage sludge
Source: Federal environmental agency, from federal statistical office (2011)
The primary sludge has to be microbially stabilized and subsequently mechanically and thermally dewatered or dried, and, depending on the further use, shaped or pelleted to obtain a high compaction using increased compaction pressures.
Due to the different origins and ways of production of the respective sewage sludge and to the different pre-treatment steps before the actual pelleting, this final treatment step always has to be adapted to the respective product. The material properties should not vary too much.
In mechanical dewatering processes (screw presses, belt filter presses, centrifuges, decanters, etc.) DM contents of 28 – 33 % are achieved.
After mechanical dewatering, another thermal drying step is required. In this process step, DM contents of 85 – 92 % are achieved.
The well-known difficulties of sewage sludge drying which occur during the glue phase (40 – 60 % DM) shall not be discussed, here. A promising approach might consist in shaping the product before drying and in gently drying the shaped product on belt driers without relative movement.
2.Pelleting process
2.1.Design and operating principle of die presses
In the production of pellets from sewage sludge, basically two methods can be chosen: The method of shaping or of compaction.
These two variants of pelleting differ in terms of processing moisture and the resulting pellet quality. During shaping, the raw material is converted into a non-compacted, relatively homogeneous shape at a very low energy consumption. Post-drying of the shaped pellets is required. During compaction, the material is significantly compacted by the factor 1:2 to 1:4. The energy consumption is higher. Post-drying is not required, here.
| Units |
Shaping |
Pelleting | |
| Processing range DM | % |
60 – 85 |
85 – 95 |
| Spec. energy input | kWh/t |
5 – 10 |
40 – 70 |
| Material compaction | 1:1 | 1:2 to 1:4 | |
| Post-drying |
required |
not required |
Table 1:Comparison of the two variants of pelleting
In both cases, pelleting systems with the design described below can be used.
Extrusion granulation using flat die presses has proven to be a versatile, economical compac- tion process suitable for all lumpy, long and short-fibred products (including dried sewage sludge) and for powdery and pasty products. Often, pre-crushing can be done without. Depending on the industry, the end product is called pellet, granulate, cob, or briquette.
In Figure 2, the design and operating principle of a flat die press are represented schematically.
The material is fed into the press vertically from above using gravity and without any de- flectors or other mechanical aids, that means without forced feeding.
Thus the danger of blocking or bridging due to inadvertent compaction, particularly with materials having a low bulk density, is almost completely excluded. For material feeding and reception by the pelleting tools, i.e. the perforated die and the rollers, a large press interior is available. The maximum diameter of the dies is 1,500 mm at present.

The pan grinder head rotating over the die forms a whole with the roller axles and the rotating pan grinder rollers Number, diameter, width, shape (cylindrical or conical), and surface of rollers are selected to best suit the material to be pelleted. Compaction takes place in the effective bores of the die.
The partly coarsely pre-crushed products are fed into the pelleting chamber vertically from above and form a product layer on the die. The pan grinder rollers run over this layer and compact itand press the product into the die holes.
The circular path of the rollers on the die causes a shearing effect of the rollers on the pro- duct layer between the rollers and the die which results in further crushing of the product and thus in larger surfaces and consequently in hard, stable pellets.
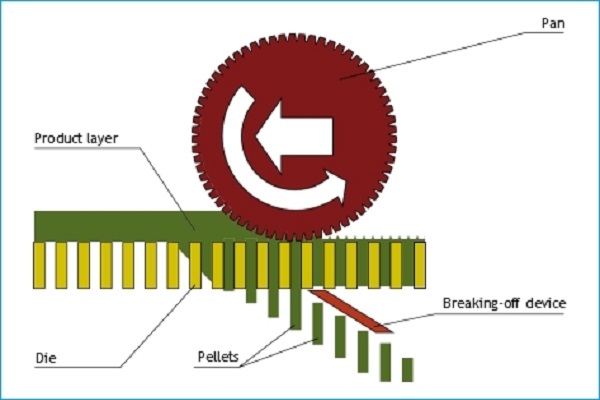
Figure 4: Pellet shaping
Due to the frictional forces between the product and the lateral surface of the bore, the wall shear stress on the material inside the effective bore steadily increases until -provided that the effective bore is long enough – it is high enough to compact the product cylinder in the bore gradually into a pellet. The pressure force which is axially directed downwards by the roller forces additional product into the effective bore so that the already compacted product is moved downwards.
A residual product layer is deliberately left between the die and the roller path in order to achieve better pre-compaction and product binding and to avoid metal-to-metal contact which would cause unnecessary wear of the pelleting tools.
The rollers pass over each hole several times per second. Thus, this pelleting process (Figure 4) is a quasi-continuous process. The individual layers of material forced into the effective bores of the die form an endless strand which is cut to the desired pellet length from below using an adjustable breaking-off device.
2.2.Integration of the pelleting process into the entire process
Figure 5 shows the entire process including the pelleting process described above.
When processing dried sewage sludge in a pelleting plant, the following particularities have to be taken into consideration during the individual process steps:
Proportioning
On account of its fibre content, sewage sludge partly has very poor flow properties. This has to be taken into account when designing the proportioning systems, for example by using multiplex screws. Prebins have to be provided with negative wall inclinations and a bottom discharge device to prevent bridging.
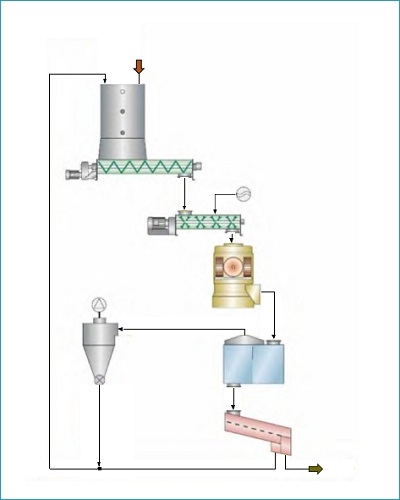
Figure 5: Entire process of sewage sludge pelleting
Conditioning
The plants are equipped with a mixing conditioner (mixer) so that the product can be moistened with water before the pelleting process, if required. Thus it is possible to res- pond to varying product qualities, changing drying results, and the ambition to increase the throughput of the press (improved sliding through the holes due to surface moisture).
Equipment of the press
The pelleting presses were modified in particular for processing different sewage sludge qualities. In the following, the most important constructional adjustments are listed:
•Various control loops (moisture/load controller) have been developed especially for sewage sludge pelleting.
•A system for regulating the working gap between the pelleting tools (Distamat) has been developed in order to minimize the wear of the tools and to be able to respond flexibly to different operating conditions.
•Product-contacting parts in the interior of the press are designed in stainless steel.
•The pelleting presses are dust-tight and conforming to Atex.
•The presses are equipped with an aspiration system (suction of vapours).
•Optionally, it is possible to provide the presses with insulation and heating to prevent condensation and thus to ensure a more stable operation.
The throughputs of the above table refer to dried sludge with a DM content of about 85 – 90 % by mass.
The specific energy input is 50 – 70 kWh/t.
Cooling
The pellets are cooled in box coolers (counter-current coolers) or in belt coolers (cross-flow principle) to about 10 °C above ambient temperature. Sufficient cooling and the observance of the maximum pellet moisture of about 10 % after cooling are required to prevent spon- taneous combustion of the sewage sludge pellets.
Screening
100 % of the fines screened-off on screens with mesh widths corresponding to the respective pellet diameters are recycled into the prebin of the press.
Notes on the process technology
Depending on the season and the region which it originates from as well as on the condi- tioning technology upstream the pelleting process, sewage sludge may differ a lot in terms of physical, chemical and biological properties. Some of the most important influencing factors for pelleting are:
•Sewage sludge composition:Depending on the season, the composition of the sludge and thus its behaviour in the process may vary. In winter, a higher mineral content causes increased wear of the ma- chines, which is due to a higher contamination with sand, grit and salt of the surface water.
•The drying process or a changing mode of operation of the drier influence the sewage sludge structure and thus its flow properties. The structure may be powdery, fibrous or also granular.
•The sewage sludge temperature should not exceed 80 °C after drying (before pelleting). At higher temperatures, overdrying as well as an increased development of vapours (condensation problems) are to be expected.
3.Description of products
Depending on the intended use, different pellet qualities can be produced. The respective pellet diameters are:
•Ø 3 mm: Soil conditioner, NPK fertilizer
•Ø 6 – 8 mm: Thermal recycling
•Ø 6 – 12 mm: Gasification


Figure 6: Sewage sludge before and after pelleting
Further quality criteria of the pellets (see Figure 6) are:
•DM content: at least 90 % by mass
•Bulk density: 600 – 800 kg/m³
•Abrasion: < 3 %
•Fines, dust: < 1 % by mass
The following is youtube link
https://youtu.be/C9ZskavVi5g
Post time: Apr-06-2022